")






































































































































































































































































































































































")





















- Описание
- Характеристики
- Отзывы0

|
Марка |
Диаметр верхнего вала, мм |
Вес без упаковки (кг) |
Наибольшая длина вальцевания, мм |
Максимальная толщина листа (при вальцевании на максимальную длину), мм |
Габариты |
||
|
Длина (без ручки), мм |
Ширина, мм |
Высота, мм |
|||||
|
МГ-0340-В |
41 | 69 |
340 |
3,0 |
510 |
700 |
850 |
Вальцы трёхвалковые электромеханические состоят из следующих основных частей:

- основание - рама;
- щечки;
- прижимная балка;
- прижимной вал;
- опорные валы;
- стяжные шпильки;
- прижимной винт;
- фиксирующие гайки.
- выносной пульт;
- электрошкаф;
- кожух электропривода;
- болт заземления;
- заготовка;
- направляющие чалок.
1. Установка вальцов трёхвалковых электромеханических
Вальцы должны быть жёстко установлены на фундамент и закреплёны через специальные отверстия в раме четырьмя анкерными болтами. Глубина закладки фундамента под вальцы должна быть не менее 150мм. Горизонтальная выверка вальцов при их установке производиться по уровню, установленному на базовой поверхности станины (точность установки 2 мм на 1000 мм длины). Перед началом работы убедиться, что вальцы заземлёны.
Очистить валы 4 и 5 от консервирующей смазки. Внешним осмотром убедиться в целостности всех электрических соединений. Убедиться в соответствии напряжения питающей сети параметрам вальцов. После чего приступить к обкатке вальцов на холостом ходу в течение 30 минут.
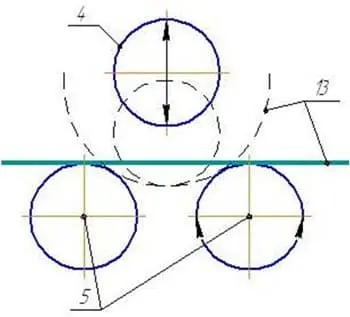
2. Принцип работы
С помощью прижимных винтов 7 поднять вверх прижимной вал 4. Вальцуемый лист 13 расположить между опорными 5 и прижимным 4 валами «рис.2» (заготовка должна располагаться параллельно валам). Далее одновременным (равномерным) вращением прижимных винтов 7 опускаем постепенно (1/2 оборота) прижимной вал 4 на величину, необходимую для формирования требуемого радиуса вальцевания. Вальцевание листа осуществляется вращением электромеханического привода (связанного с опорными валами через шестерни), при помощи нажатия реверсивных кнопок на выносном пульте 9. Смена возвратно-поступательного движения валов осуществляется через кнопку СТОП. Для извлечения заготовки 13 возвращаем прижимной вал 4 в верхнее положение с помощью вращения прижимных винтов 7. При необходимости снятия прижимного вала ослабить фиксирующую гайку, отвести прижимную балку на 180° и вывести из зацепления винт 7 подъёмного устройства.